
精选百科
本文由作者推荐
小编整理:
造纸机是使纸浆形成纸幅的分部联动的全套设备的总称,它包括流浆箱、网部、压榨部、烘干部、压光机、卷纸机以及传动部等主机和汽、水、真空、润滑、热回收等辅助系统。这些系统相互协作,共同完成纸张的生产过程。造纸机的设计考虑到了纸浆的流动、纤维的排列、纸张的干燥和卷取等方面,以提高纸张的质量和产量。因此,造纸机是现代纸张生产的重要设备。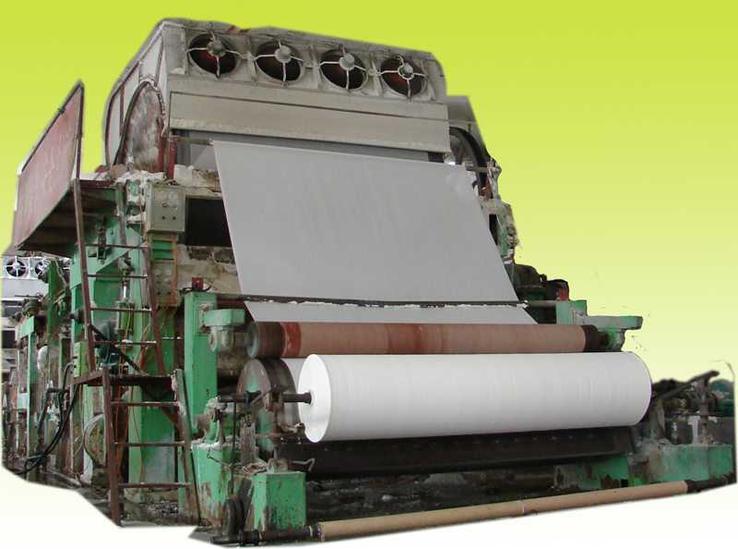
主要特点
将符合造纸要求的纸浆水悬浮体经滤网脱水成形、机械挤压脱水和干燥等过程而抄制成纸的机器。造纸机包括完成以上工艺过程的成形、压榨、烘干3个主要部分,并配有必要的整饰、卷取及传动装置,以及供浆、浆料及白水循环、真空、通风排气、损纸处理和润滑、自控等辅助系统。造纸机的规格常以其所抄造的成纸幅宽(简称抄宽)、铜网幅宽和优选的工作车速来表示。现代大型造纸机的抄宽可达11m,工作车速达1000m/min以上,日产纸量达数百吨,整台机械的重量达千吨以上,长达百余米。在一般发展中国家以及一些特种纸的生产中使用较多的为小型造纸机,其抄宽1~3m,工作车速每分钟几十米至200米。
历史沿革

基本分类
习惯上按所采用的纸页成形器类型将纸机分成长网、圆网、夹网及长圆网混合等机型;也有依其主要产品品种而分成文化用纸纸机(包括新闻纸)、板纸机(包括包装用纸)、卫生纸机、特殊纸纸机;或按产纸厚薄分为薄型纸机、纸板机和常规纸机。
基本结构
根据抄造工艺的需要,纸机结构形式多样,一般均由流送、成形、压榨、烘干、整饰、卷取及传动等部件和辅助系统等配套设备组成。
成形部
由流浆箱、胸辊、成形网、吸水箱及伏辊等组成。流浆箱布浆器将流送系统送来的成浆均匀地喷送到成形网上,浆速与网速应相匹配。控制浆速与网速是选用流浆箱箱型的主要因素。全封闭水力式流浆箱是以调节冲浆泵的送浆压力来调整浆速,适用于高速纸机;气垫式流浆箱是以调节气垫压力来调速,而开敞式高位流浆箱则以调整箱内浆位高度来调速,适用于中速纸机;开敞式隔仓流浆箱则适用于低速纸机。成形网为无端环状网,在胸辊与伏辊之间,形成一个水平的或略带倾斜度的平直网面,作为纸浆脱水的工作段,习惯称它为网案,因而称为长网。若将无端成形网置于圆形网笼上,成为弧形的脱水成形的工作段,称为圆网。若用钻有孔眼的钢制网鼓,从轴端抽吸真空,以加速成形网网面上的纸浆脱水则称为真空圆网或真空成形网。若纸浆是在两张长网相夹持下,两网同时进行脱水成形则称为夹网成形器(图2)。这些成形器采用了不同形式的脱水元件,使网上的纸浆加速脱水。元件分有静止、转动和两者兼用等3类。静止元件如脱水板、弧面真空箱等,转动元件如案辊、真空成形辊等。除用单一形式成形器组成长网纸机、圆网纸机、夹网纸机外,还有用多长网、多圆网、多夹网和多种形式长圆网混合式成形器组合的成形部。
压榨部
对成形后的湿纸页以加压的方式进一步脱水。它由辊面硬和软的两个辊子,如石辊和胶辊相配组成一组压榨。压榨部由同形式或不同形式的压榨组组成,其中在习惯上还包括真空吸移装置。压榨时,以适当规格的毛布承托纸页,它可以匀布加压压力并带走部分被压榨挤压出来的水分,并可增强加压的压力,提高压榨脱水能力。低速纸机多采用20~60kN/m的线压力,高速纸机采用高达210kN/m线压力,当采用高冲量压榨时,如湿抄机压榨可高达350kN/m线压力;将包胶辊制成真空压辊、沟纹压辊、衬网压辊、盲孔压辊等,以更有效地将压榨水带离压区,这些都是50年代以来采用提高压榨脱水效率的新技术。之后又采用复式压榨结构形成封闭引纸。它由二组或三组压榨合并组成,由真空吸移辊将湿纸从成形网上剥离,用毛布承托送入复合压榨,以后纸页在各压辊间传递,从而消除了过去纸页在压榨之间受着自重等因素的牵引作用造成断头的现象。80年代以来,出现了宽压区压榨技术,强韧的橡胶带或胶辊,在强力受压时变形,从而有着高达750kN/m线压力和较宽的接触面,有着明显延长的脱水时间而大大提高了压榨脱水能力,在高速纸机上效果更为突出。出压榨的纸页干度可以从过去的30~37%提高到43~45%,有的甚至达到50%。纸页接触光滑的硬辊面的次数或是粗糙胶面的次数以及各面的脱水量的多少,都会影响纸页的表面质量。处理合理则可以明显减少纸页两面平滑度的差异,反之也可以造成两面平滑度差异增大。
干燥部
由齿轮传动或由毛布带动若干个烘缸为一组,若干组烘缸构成干燥部。各组烘缸的线速度可以分别调整,保持各组烘缸之间微量速差以补偿纸页在干燥过程中的收缩。出干燥部的纸页干度一般在92~94%左右。在干燥部末端,一般配有冷缸,使水气能在冷缸面上凝聚。冷凝水可以湿润纸页表面以利于在整饰中得到较佳的表面平滑度。烘缸直径以1.5m的效果最好。单面光纸可以通过采用高硬度、高光洁度缸面的大直径烘缸而得到较高的单面光泽度,大直径烘缸直径一般采用3~7.5m。
传动系统
将纸机各部位联接同步运转,使机械电气构成一体。由机械减速装置、调速稳速装置、分部传动装置等构成,均采用电力为动力源。
白水系统
故障特性
设备或系统在使用过程中,因某种原因丧失了规定功能或降低了效能而造成停机时,称为设备故障。造纸机的停机故障主要有两类:生产性固有故障和设备性故障。
(一)生产性固有故障停机特性与规律
这类停机主要是以保证产品质量和满足生产工艺要求进行的工作,尤其生产高档文化纸更为突出,产生停机的主要原因:一是刷洗工作,湿部滤水和脱水元件(或材料)在使用一定时间后其功能下降,脱、滤水达不到初始效果,需要定期清洗。二是更换主要工艺装备,比如铜网、毛布达到使用寿命后,需要定期更换;压榨胶辊、石辊受纸和刮刀接触磨损,辊面中高发生变化,会影响产品质量,也需定期修复。
(二)设备性故障停机特点与分析
由于造纸机生产过程的特殊性和复杂性,设备性故障有以下特点:
1、设备故障点多,经常发生设备故障停机;
2、某些零部件使用寿命短,更换备件的频率较高;
3、故障周期和所占用的维修时间差距较大,难以管理。造纸机产生设备性故障的原因是多方面的。造成设备性故障的主要原因有:
1、磨损:原因一,长期与铜网、毛布或纸浆、成型纸接触磨损的零部件和设备,如浆泵、碎浆机、除砂器、真空箱面板、压榨辊、压光辊等;原因二,零部件之间相对频繁运动的部位,如刮刀、进汽头、气缸、真空伏辊、真空泵等。
2、润滑:机械转动离不开轴承,以转动辊为主的造纸机,辊的种类和数量繁多,各种型号的轴承有数百个,所以润滑管理工作相当重要,尤其受水、高温、重载的影响,润滑油(脂)容易流失、蒸发、老化,以致破坏润滑效果,造成轴承损坏和轴头磨损。因此,定期检查加油是必不可少的。
3、疲劳:重载和连续运行的机械容易发生疲劳破坏。在造纸机上,由于某些部位受机械结构和运行原理的制约,零部件(如网案摇振弹簧板、电磁离合器吸盘、联轴器防超载销钉等)设计强度不能太大,以免发生损坏。解决的方法,可以采取维修技改等措施。
传动齿轮箱渗漏:
纸机在安装运行一段时间后,齿轮箱各个啮合点出现不同程度的渗漏,在纸机基础板处形成聚集油区,出现这种情况分析总结出以下几点原因造成的:

造纸机
(2)由于烘缸为饱和蒸汽加热,蒸汽温度为120℃-130℃。金属机架在密闭汽罩内自吸热可达150℃,热胀冷缩让个别部位配合位置间隙过大(如烘缸与齿轮箱结合点),形成渗漏;
(4)齿轮箱是铸件,生产过程中要经过时效处理。如果时效时间短,齿轮箱的内应力未全部消除,安装好的齿轮箱在运行中会继续变形,进而导致渗漏;
(5)在安装或检修过程中,轴承压盖、齿轮压盖、齿轮半轴的的材料不同,在运行中受热膨胀的系数也就不同,因此在安装时要求膨胀间隙大于一定标准。在齿轮箱的实际运行和安装过程中,由于检修安装工艺不当,膨胀间隙小于标准值就会造成齿轮箱在运行中承受了齿轮箱内部件强大的膨胀力产生变形,而形成渗漏;
(6)为了保证齿轮箱结合面的密封作用,对每个螺栓的冷紧、热紧螺栓伸长量也都有明确的规定。但是在实际检修工作中,如果没有按照要求紧固螺栓,都会造成结合面变形形成渗漏。
高分子复合材料现场修复优势及可行性分析
现场修复是兴起的一种检修模式,其原理是在不拆卸损坏设备或部件的前提下,采用高分子复合材料修复技术在现场进行修复。修复用的复合材料高分子渗透形成的分子间的作用力使其与修复部件形成优异的附着力,满足设备在运行中承受各种复合力的要求。此类修复材料以福世蓝高分子复合材料性能最为可靠。
现场修复精度通过几个环节保证:修复位置牢固可靠,金属表面清洁、干燥。
造纸机相关的文章
高血压(英文:Hypertension)是指在静息状态以收缩压和(或)舒张压持续升高(收缩压≥140mmHg,舒张压≥90mmHg)为主要临床表现的心血管综合征。
心肌缺血(myocardial ischemia)又称为心脏缺血、缺血性心脏病,是一种心血管内心肌血流量不足引起的病理生理状态。主要是因为供应心肌的冠状动脉因粥样硬化或其他原因而导致冠状动脉血流完全或不完全阻塞,引起冠状动脉供血不足,不能满足心肌代谢需要,心肌消耗其糖原储备进行无氧代谢。长期吸烟或接

小编整理:神功是武则天使用的年号,这个年号属于唐朝,使用时间是679年九月—681年二月。此外,这个年号是武则天在位期间使用的最后一个年号,她在位期间还使用了其他一些年号,比如光宅、垂拱、永昌、载初等。总的来说,神功是一个历史上的年号,它代表了一个时期的历史事
小山内奈奈是《名侦探柯南》电影《第十四个目标》中的人物。(第十四个目标讲述了一个因交通意外而失去味觉的调酒师所展开的疯狂报复的故事,此剧秉承了《柯南》系列一贯的作风:完美主义变态的犯罪策划者,惊险的爆破场面,以及接连发生的凶杀案。唯一的例外是加入了小兰的父亲毛利小五郎和前妻妃英里的感情纠葛戏。华丽的
准噶尔盆地(英文Junggar Basin;“噶”为gá),位于中国新疆的北部,是中国第二大的内陆盆地。准噶尔盆地位于阿尔泰山与天山之间,西侧为准噶尔西部山地,东至北塔山麓。盆地呈不规则三角形,地势向西倾斜,北部略高于南部,北部的乌伦古湖(布伦托海)湖面高程479.1米,中部的玛纳斯湖湖面270米,

尚可名片
这家伙太懒了,什么都没写!
作者
