
“锥头”是螺栓球钢网架结构中用到的配件,焊接在钢管的端部,高强螺栓的螺杆穿过其底部圆孔拧入螺栓球,螺帽在锥头内部,与“封板”作用相同,钢管直径较小时采用“封板”,钢管直径较大时为了避免相较于同一个螺栓球上的钢管之间相碰,采用“锥头”。“锥头”或者“封板”与钢管组成螺栓球网架结构的“杆件”。有时候将“封板”和“锥头”统称“封头”。
精选百科
本文由作者推荐

锥头
螺栓球钢网架结构中用到的配件
中文名
锥头
外文名
conic end with plate
别名
封头
材质
Q235钢
物料分类
网架配件
实体形状

锥头照片
“锥头”顾名思义是一个锥形物体,大直径端与钢管焊接,小直径端通过高强螺栓及套筒与螺栓球连接。螺栓球网架结构中的“杆件”是指钢管两端头焊上锥头(或封板)后的状态,图示为待发货的网架杆件。

杆件上的锥头
配件关系

锥头在节点位置[参考资料P31]
了解了螺栓球网架结构的配件之间的关系,也就了解了此类结构体系,图示中的5即为“锥头”,从中可以看出,“锥头”、“钢管”、“高强螺栓”、“套筒”、“紧固螺钉”以及“螺栓球”这些主要配件之间的关系。下图是连接后的实物节点照片:

锥头节点照片
材质与成型
封板与锥头宜选用与钢管一致的材料,螺栓球网架的钢管如果是焊管一般选用Q235B钢,如果是无缝管一般选用20#钢,所以锥头的材质一般采用Q235钢材。
锥头宜采用模锻成型。
它的加工分以下三个阶段:
1、下料:锥头下料的原材料是圆钢。
2、锥头坯料锻造:下料的料块加热后模锻制成,锥头毛坯锻造前不得有过烧、裂纹等缺陷,锻后要求正火处理,表面去除氧化皮。
3、锥头机加工:锥头锻造成型后采用铣床加工锥头与杆管内壁相配合的台阶、锥头小直径端平面及焊缝坡口,锥头两端面垂直度控制在0.5mm。端面铣加工后在划线平台上画出螺孔加工线中心线并同时刻画出锥头组装定位及装夹检测中心点。螺孔加工采用数控钻床加工而成。加工的参数如图示。
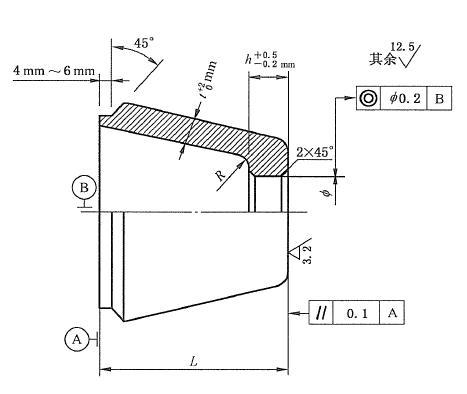
锥头加工参数[参考资料P6]
类型及规格
虽然各研究机构也给出了各类简化计算公式,但对锥头的计算,现有的规程仍然没有明确的条文。
从受力的角度要求:锥头任何截面的承载力应不低于连接钢管。
锥头的规格与几个方面的因素有关,一是与之组焊的钢管规格(直径与壁厚),决定锥头大头的直径,第二个因素是另一端放置的高强螺栓的规格,决定小头的直径以及底板厚度,第三个因素是锥头的长度。
锥头的底板厚度是一个很关键的指标,因此,针对不同的高强螺栓,规范有一个限值:
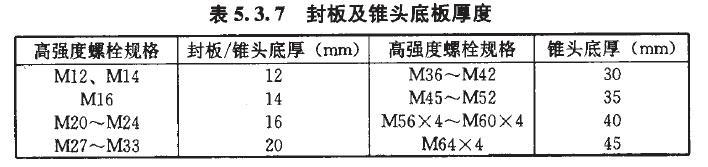
锥头底厚限值[参考资料P35]
《JGJ7-2010空间网格结构技术规程》与《GB/T 16939-1997 钢网架螺栓球节点用高强度螺栓》中有相同的规定: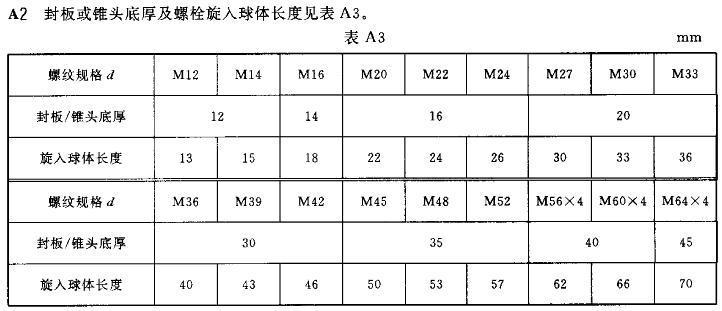
锥头底厚参数[参考资料P9]
锥头的长度也影响到螺栓球的大小,当同一个螺栓球上两个杆件夹角很小时,确定螺栓球直径的条件除了高强螺栓在球内相碰的因素外,杆件之间的碰撞也是因素,因此锥头较长时会有优势,锥头类型基本有两大体系,一个是徐州市场系列,一个是浙江市场系列,浙江市场系列的锥头长度较短。杆件组焊
锥头在网架结构中的存在方式还是与钢管组成杆件,具体的组焊步骤是:
先将高强度螺栓预置于锥头螺栓孔中,并采用胶片粘贴牢固,防止倒落入锥头内部。
然后采用专用装夹夹具进行自动组装,而锥头的定位主要靠两侧旋转定心顶针控制其中心轴线,杆件的长度通过限位档块控制。杆件装配时,保证杆件两端锥头顶面与钢管轴线的垂直度达到0.5%R(R为锥头底端部半径)、杆件两端锥头端面圆孔轴线与钢管轴线的不同轴度不大于管径的1%。并保证在钢管端部与锥头之间预留有2~3mm间隙。

锥头组焊2
最后采用CO2气体保护焊。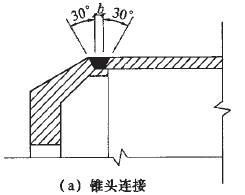
锥头组焊[参考资料P35]
《JGJ 7-2010空间网格结构技术规程 》6.2.2条要求:钢管与锥头的对接焊缝为二级焊缝。《JG/T10-2009钢网架螺栓球节点》5.6.3条要求:钢管与锥头应按全熔透对接焊施焊,保证焊缝等级达到二级。

锥头组焊4
相关设备
与“锥头”相关的主要设备除了模锻毛坯所用的空气锤、液压机外,最关键的是杆件组焊的双头自动焊机。一台机器的工作效率,10小时可以焊接直径为60mm的钢管900根,与之比较,手工焊条电弧焊一个焊工一天可以完成60根左右,不考虑焊机设备的价格,一根钢管的加工成本用焊接为0.47元/根,用手工焊条电弧焊1.43元/根。
双头自动焊机的价格在10万元以内。

双头自动焊机
质检与验收
关于锥头的验收的主要依据是《钢结构工程施工质量验收规范GB 50205-2001》及《JG12-1999 钢网架检验及验收标准》。
在《钢结构工程施工质量验收规范GB 50205-2001》中,锥头与封板、套筒作为单独的成品,需要进场验收,规定:
4.7.1
封板、锥头和套筒及制造封板、锥头和套筒所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。检查数量:全数检查。检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。4.7.2
封板、锥头、套筒外观不得有裂纹、过烧及氧化皮。检查数量:每种抽查5%,且不应少于10只。检验方法:用放大镜观察检查和表面探伤。《JG12-1999 钢网架检验及验收标准》中规定对锥头的主要检查项目有:剖口、同轴度以及厚度。
锥头相关的文章

营养不良是指体内营养素失衡所引起的消化系统疾病,包括营养不足和营养过剩,临床中多以营养不足为主,多由于良性疾病所致,近年来由恶性肿瘤所引起的营养不足人群也逐年增加。营养不良在世界各地,男女老少都可发生,但以婴幼儿和老人为多见。营养不良依据发病机制可分为原发性和继发性。原发性营养不良主要由于食物中蛋白
腰膝酸软(soreness and weakness of waist and knees)为中医肝肾亏损的一种症状。表现为腰部和膝部的酸软无力,同时可伴腰痛发凉、手脚凉、四肢无力,头晕目眩、视物昏花等其他肾虚症状。治疗宜排除泌尿系统、骨骼及其他器质性疾病,采用中医辨证调理方法,给予通畅气血、补益肝
瘦果(achene)指小形、干燥、果皮坚硬、不开裂、内有一粒种子,是闭果的一种。果皮坚硬,只含一粒种子。果皮与种皮仅有一处相连,易分离。如向日葵、荞麦等的果实。常常与之混淆的有蓼(Carex spp.)等的小形坚果,也有象菊科(向日葵、蓟)的下位子房的类型,后者是由二个以上心皮构成。严格地说,应区分
摄氏度是摄氏温标(C)的温度计量单位,用符号℃表示,是目前世界上使用较为广泛的一种温标。它最初是由瑞典天文学家安德斯·摄尔修斯于1742年提出的,其后历经改进。

尚可名片
这家伙太懒了,什么都没写!
作者


