
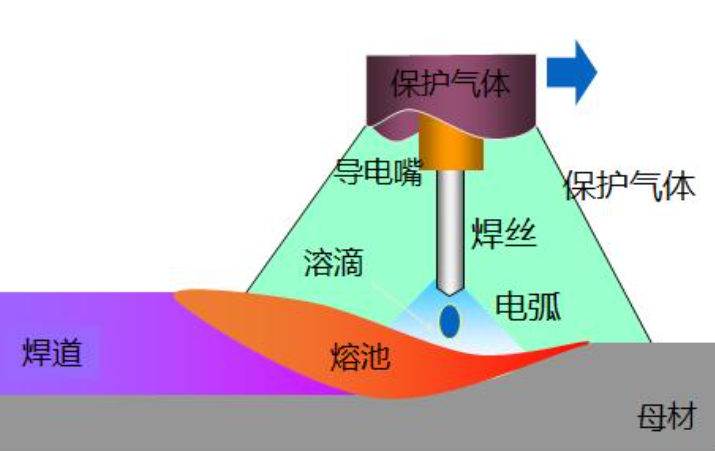
熔化焊接时,在热源作用下,焊件上形成的具有一定形状的液态金属部分被称的焊接溶池。弧焊过程中,电弧下的熔池金属在电弧力的作用下克服重力和表面张力被排向熔池尾部。随着电弧前移,熔池尾部金属冷却并结晶形成焊缝。
精选百科
本文由作者推荐
焊接熔池
焊接时产生的液态金属
中文名
焊接熔池
内容简介
焊缝的形状决定于熔池的形状,熔池的形状又与接头的形式和空间位置、坡口和间隙的形状尺寸、母材边缘、焊丝金属的熔化情况、熔滴的过渡方式等有关。接头的形式和空间位置不同,则重力对熔池的作用不同。焊接工艺方法和规范参数不同,则熔的体积和熔池的长度等都不同。平焊位置时熔池处于最稳定的位置,容易得到形良好的焊缝,在生产中常通过焊接变位机等装置使接头处于水平或船形位置进行焊接。而在其他空间位置焊接(横焊、立焊、仰焊、全位置焊)时,由于重力的作有使熔池金属下淌的趋势,因此要采取特殊措施(例如施加脉冲电流等)控制焊缝成形。当坡口和间隙、焊接规范参数等不合适时,也有可能产生焊缝成形方面的缺欠。
焊接熔池相关的文章

开罗(英文:Cairo;阿拉伯文:قـــاهــرة),是埃及的首都,同时也是埃及、非洲及阿拉伯世界最大的城市。城市横跨尼罗河,为整个中东地区的政治、经济、文化和交通中心,位于埃及的东北部。开罗占地3085km²,人口数量2280万(2017年),拥有著名景点金字塔群,埃及博物馆,解放广场。
国际关系学主要是指研究国际关系行为体之间相互作用,各种国际体系运行和演变规律的一门科学或学问。是政治学的一个分支学科,主要研究领域为战争与和平、合作、一体化、国际组织等国际体系层面的政治现象。国际关系既是学术的领域,也是公共政策的领域。作为政治学的一部分,国际关系也和哲学、经济学、历史学、法学、地理
笈多王朝(约320年~约540年),是中世纪统一印度的第一个封建王朝,以恒河流域中下游为基地,曾统治印度次大陆中的许多地区。笈多王朝被认为是印度历史上最兴盛的时期,被称为“印度的黄金时代”,在历史上具有重要地位。 笈多王朝的和平及富裕使得百姓能够致力于科学、艺术的发展。古印度科技、印度发明与发现、印

尚可名片
这家伙太懒了,什么都没写!
作者
