
一类含碳很低的铁基软磁合金。两者的区别在于碳及其他杂质的含量的不同:低碳电工钢中的杂质总含量小于1%,阿姆科铁中一般则小于0.50%。低碳钢板是19世纪末和20世纪初使用的主要软磁材料,也是工业上最先应用的软磁材料。
精选百科
本文由作者推荐
低碳电工钢和阿姆科铁
低碳电工钢和阿姆科铁
词性
名词
特点
含碳很低
正文
1886年美国西屋(Westinghouse)电器公司用杂质含量约为0.4%的钢板,制成变压器叠片铁芯。1890年已广泛使用0.35mm厚的热轧低碳钢薄板,制造电机和变压器铁芯。低碳钢板由于电阻率 (ρ)低,铁芯损耗(铁损)大,碳、氮含量还不够低,磁时效严重,到1906年已陆续被硅钢片所代替。1910年美国 Armco钢公司首先用碱性平炉冶炼成碳及其他杂质含量都比低碳电工钢为低的阿姆科铁(Armco iron),因为阿姆科铁的产量在工业纯铁中占的份额最大,一般说“工业纯铁”即指阿姆科铁。
50年代末由于氧气顶吹转炉和真空冶金等冶炼新技术以及连续炉湿氢脱碳退火技术的出现,低碳钢中的氧、氮含量降低到50ppm以下,磁时效明显减轻。此时美国又开始大量生产低碳电工钢(AISI1008和1010,含碳0.08~0.10%),用经一次冷轧和连续炉脱碳退火制成厚0.50或0.65mm的“低碳电工钢板”制造家用电器中的微电机等。现在美国和日本的低碳电工钢板产量已接近硅钢片的产量。中国于1955年开始生产阿姆科铁,1964年制成无时效的铝镇静阿姆科铁,1975~1980年试制成含碳0.010~0.025% 的高气密性阿姆科铁。1981年开始生产低碳电工钢板。
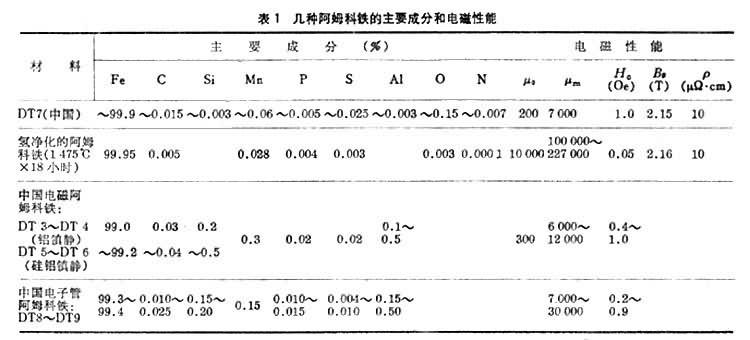
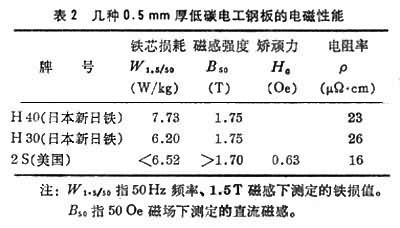
成分和性能
低碳电工钢和阿姆科铁的饱和磁感应强度(B
s)和居里温度(770℃)都高,矫顽力(H
c)则较低,磁导率也较高(表1和表2),机械加工性和焊接性良好,制造工艺简单。它们的主要缺点是电阻率低、并且容易产生磁时效。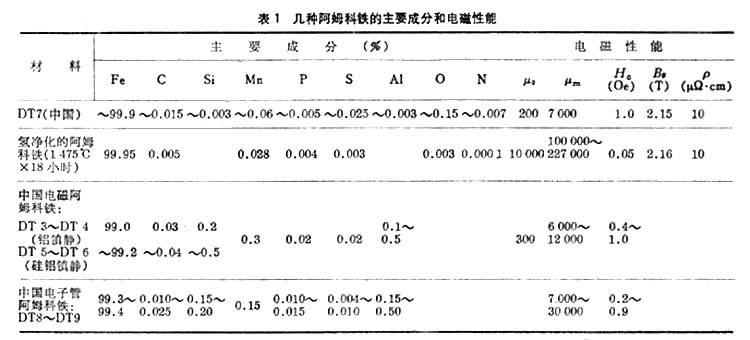
低碳电工钢和阿姆科铁
低碳电工钢和阿姆科铁
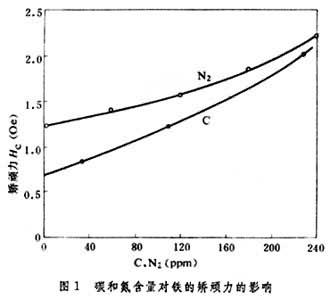
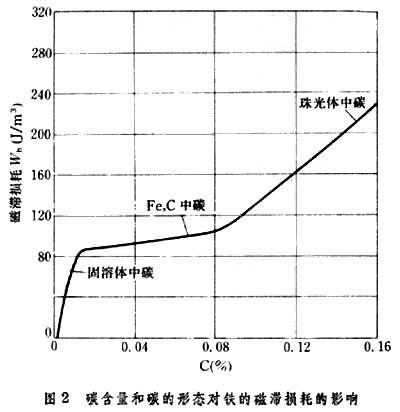
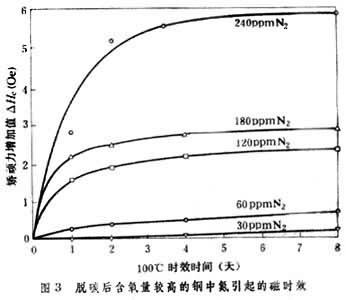
碳、氮、氧和硫对铁的磁性产生很坏的影响。它们使铁的晶格严重畸变,引起很大的应力,使矫顽力和磁滞损耗明显升高(图1和图2)。碳和氮还会引起磁时效(图3)。
低碳电工钢和阿姆科铁
低碳电工钢和阿姆科铁
低碳电工钢和阿姆科铁
用途
阿姆科铁 一般只适合在直流磁场中使用。按用途可分为两类:①电磁阿姆科铁。用于制作继电器、电声器、仪表和微型直流电机等中的磁性元件。其用量约为阿姆科铁总用量的80%。②电子管用阿姆科铁。多用以代替镍片制作普通小型电子管的阳极和栅极边杆铁芯;也用于制作磁控管等器件中的导磁零件。对这种阿姆科铁,除要求有好的磁性外,还要求有好的气密性和焊接性。低碳电工钢板 主要用于制作微电机、小电机、镇流器和继电器中的铁芯。在微电机和小电机中因铜线引起的损耗(铜损)通常比铁芯引起的损耗(铁损)大 2~4倍。与普通硅钢片相比,低碳电工钢板有较高的磁感。用低碳电工钢板做电机的铁芯,电机的励磁电流较低,铜线匝数可以减少,铜损可以显著下降。虽然电机的铁损较高,但电机的铜损和铁损总损耗却降低了。用低碳电工钢板制成的铁芯,体积和重量可减小15~20%,励磁电流可降低5%,电机的功率因数提高,材料费用可降低20%。
生产工艺
70年代阿姆科铁和低碳电工钢主要用氧气顶吹转炉冶炼,并进行真空处理脱碳和加铝脱氧。在这两种材料的生产中,为了改善热加工性,防止硫引起的热脆性(900~1050℃范围内),常加入0.3~0.5%的锰;为了防止氮引起的时效现象,加入少量的铝或钛;为了改善冲片性,可加入0.08~0.15%的磷。日本生产H30和H40低碳电工钢有时还加入少量硅(Si≤0.5%)来提高电阻率(降低铁损)和硬度,减轻磁时效。中国主要采用电炉冶炼阿姆科铁,用电渣重熔或真空熔炼技术生产各种气密性好的阿姆科铁。阿姆科铁有热加工产品和冷加工产品,低碳电工钢主要为冷轧板材。阿姆科铁和低碳电工钢都有成品和半成品两种产品。成品制造的工艺要点是,厚约 2.3mm的热轧带卷经酸洗,一次冷轧至成品厚度(主要为 0.50和0.65mm),在保护气氛中退火(阿姆科铁退火温度为860~930℃,低碳电工钢为760~820℃),使晶粒长大,矫顽力和铁损降低,然后根据用户要求涂绝缘层。半成品制造工艺要点是,钢带冷轧后经软化退火(600~700℃),然后在钢带表面涂防锈油交用户。用户冲剪后在保护气氛中再进行较高温度的成品退火。这种半成品的优点是成本低和冲片性好。这种工艺可消除冲剪应力,从而改善磁性。如果需要表面绝缘,用户可在退火后冷到约450℃时通入水蒸汽进行发蓝处理。
为了控制阿姆科铁和低碳电工钢的含碳量,钢锭和连铸坯中的含碳量一般在0.03~0.10%范围内,冷轧后须在湿的氢氮混合气氛中退火脱碳,将含碳量降到0.005%以下。如果钢水经过真空处理脱碳,则应在干的保护气氛中退火。这能够提高产量,避免形成内氧化层,从而获得铁损更低的优质材料。70年代采用某些工艺方法以改善低碳电工钢板织构(见择优取向)。如提高热轧终轧温度和卷取温度,冷轧前将热轧带卷进行预退火,或在钢中加入少量锑、锡等元素,以增加有利织构的组分,从而提高磁感应强度和降低铁损。
低碳电工钢和阿姆科铁相关的文章

脑缺氧(cerebral anoxia)指氧的供应或利用不能达到脑组织代谢需要的最低水平而出现不同程度的脑功能障碍。表现思维迟钝、反应变慢、犯困,没有很大的体力消耗却感觉疲惫,心力交瘁,情绪波动大,性情改变伴头晕、头痛等,快速缓解的方法可以适当吸氧,大部分情况下在吸氧0.5~1个小时后症状可以得到缓
也称“颅神经”。是从脑发出左右成对的神经,属于周围神经系统。人的脑神经共12对:Ⅰ嗅神经、Ⅱ视神经、Ⅲ动眼神经、Ⅳ滑车神经、Ⅴ三叉神经、Ⅵ外展神经、Ⅶ面神经、Ⅷ位听神经、Ⅸ舌咽神经、Ⅹ迷走神经、Ⅺ副神经、Ⅻ舌下神经。它们主要分布于头面部,其中迷走神经还分布到胸腹腔内脏器官。在这12对脑神经中,第Ⅰ、
郭芙是金庸小说《射雕英雄传》和《神雕侠侣》中的角色。她是郭靖和黄蓉的长女,也是东邪黄药师的外孙女,桃花岛的第三代继承人。她和杨过从小就相识,并一起成长。郭芙受到外公黄药师的珍视,得到父亲郭靖的信任,与黄蓉母女关系深厚,被称为"芙蓉"。她出生在桃花岛,儿童时期随父母到嘉兴,曾救助过武氏兄弟和杨过等人。
小编整理:孟广美(MengGuangmei),1967年12月1日出生于中国台湾省,中国台湾女演员、模特、主持人。-1985年,十八岁的孟广美到意大利念书,从事先修班,随后进入米兰模特学校就读。-1995年,进入演艺圈发展,参演的首部电影为意大利艾米利亚罗马涅

帖木儿本词条是多义词,共2个义项帖木儿帝国创建者帖木儿(波斯-阿拉伯文:تیمور,拉丁转写:Tēmōr,1336.4.9—1405.2.18),帖木儿帝国创建者(1370.4.10—1405.2.18在位)。绰号“帖木儿兰”(跛足帖木儿)出身突厥化的蒙古贵族。早年臣属于河中统治者合札罕及东察合台汗秃忽鲁帖木儿。1362年,与内兄忽辛起兵反抗察合台贵族,通过扶持傀儡的方式分治河中。1370年,杀死

尚可名片
这家伙太懒了,什么都没写!
作者

