
涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而制备的。涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了基体的磨损。涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层刀具寿命提高3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
精选百科
本文由作者推荐

涂层刀具
在合金表面涂覆难熔金属的刀具
中文名
涂层刀具
外文名
Coated tool
类别
刀具
原理
涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应
材质
硬质合金或高速钢,难熔金属或非金属化合物
特点
涂层
性质
具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性
用途
加工
简介
现状涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
类别涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。但以前两种涂层刀具使用最多。在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
新型涂层技术Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
涂层方法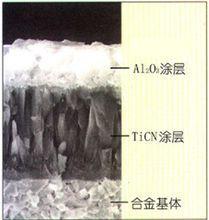
涂层刀具的各个层面
生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。要求用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,已发展到涂覆在焊的硬质合金刀具上。据报道,国外某公司在焊接式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
使用注意事项涂层刀具的使用效果除与涂层方法及设备、涂层工艺和涂层材料有关外,还有以下情况应加以注意:
一、涂前刀具的表面质量。被涂刀具表面应是光亮的磨光面,刀具各工作表面上不得有锈斑、磨糊、氧化、崩刃等缺陷,要求刃口上无毛刺。前、后刀面上的表面粗糙度应达到Ra<0.8~1.25µm。表面粗糙度值愈小,涂层的结合度愈好。此外,刀具表面的清洗质量也十分重要。
二、刀具基体材料。涂层刀具的基体材料与涂层材料应合理匹配,须根据不同的加工要求选用。涂层高速钢刀具的基体,既可用WMoCrV(M2)的通用型高速钢,也可用含钴的超硬高速钢和粉末冶金高速钢(PM HSS)或者是整体采用硬质合金钨钢制成的钨钢刀片。因粉末冶金的基体均匀,故使用效果好。加工钛合金时,推荐用含钴超硬高速钢如WMoCrVCo(M42)作为刀具的基体材料。对于涂层滚刀,当以正常切削速度(小于45m/min)加工齿轮时,崩刃是滚刀磨损的主要原因,因此应选择韧性较好的WMoCrV高速钢作为刀具的基体材料;而在高速滚齿时(切削速度大于100m/min),月牙洼磨损是滚刀磨损的主要原因,因此应选用耐热性和耐磨性较高的含钴超硬高速钢或CWMoCrVN高速钢为刀具的基体材料。涂层硬质合金刀具的基体,在加工钢材时,宜选择加工钢材的硬质合金,如WC-TiC-Co或WC-TiC-TaC-Co类合金(P30用得较多);加工铸铁和有色金属时,宜选择WC-Co类合金(K20用得较多)。被加工材料的硬度及切削加工性,对涂层刀具的使用效果也有一定影响。试验证实,涂层刀具最适于切削高硬度和耐磨合金一类难加工材料。
三、刀具的几何角度。由于涂层的润滑性好,所以涂层刀具工作时常会在工件表面上打滑,为此涂层刀具上的后角应比未涂层刀具的后角略大。实践表明,对铰刀等一类精加工刀具,加大后角后,可使刃口锋利,切屑形成容易,打滑现象明显减少,刀具的使用性能提高。
四、切削用量和切削液。为了充分发挥涂层刀具的性能,必须正确选用切削用量和切削液。涂层刀具由于耐热性好,抗月牙洼磨损能力强,故可采用较大进给量和切削速度工作,但首先应选取较大进给量。通常涂层高速钢刀具采用的进给量比未涂层刀具提高10%~100%,提高20%~30%的切削速度是合适的。为了提高工效,涂层硬质合金刀具也可采用比未涂层刀具高25%~70%的切削速度进行切削。用涂层硬质合金通用刀具加工中碳结构钢时的切削速度,立铣刀可达100~150m/min,钻头可达80~100m/min;丝锥加工铸铁为20~40m/min。实践证明,使用20号机械油加10%煤油冷却时,可使涂层高速钢镗刀的寿命提高1~2倍。TiN涂层高速钢滚刀加工20CrMnTi(197HBS)钢制斜齿圆柱齿轮(模数m=5)时,使用20号机械油和煤油混合润滑,刀具寿命可提高5倍左右,即使重磨后也可提高2~3倍,干切时寿命仅提高1倍。 [pre]涂层刀具使用时还要求机床的精度好、刚性高和振动小,刀具或刀片的夹持也应牢固。
涂层材料
涂层材料须具有硬度高、耐磨性好、化学性能稳定、不与工件材料发生化学反应、耐热耐氧化、摩擦因数低,以及与基体附着牢固等要求。显然,单一的涂层材料很难满足上述各项要求。所以硬质涂层材料已由最初只能涂单一的TiC、TiN、AlO,进入到开发厚膜、复合和多元涂层的新阶段。新开发的TiCN、TiAlN、TiAlN多元、超薄、超多层涂层与TiC、TiN、AlO等涂层的复合,加上新型的抗塑性变形基体,在改善涂层的韧性、涂层与基体的结合强度、提高涂层耐磨性方面有了重大进展。又突破了在硬质合金基体上涂覆金刚石薄膜技术,全面提高了刀具的性能。
工艺最成熟和应用最广泛的硬质涂层材料是TiN,但TiN与基体结合强度不及TiC涂层,涂层易剥落,且硬度也不如TiC高,在切削温度较高时膜层易氧化而被烧蚀。TiC涂层有较高的硬度与耐磨性,抗氧化性也好,但其性脆,不耐冲击。TiCN兼有TiC和TiN两种材料的优点,它在涂覆过程中可通过连续改变C、N的成份控制TiCN性质,并形成不同成份的多层结构,可降低涂层的内应力,提高韧性,增加涂层的厚度,阻止裂纹的扩展,减少崩刃。所以,生产的一些刀片,如瑞典Sandvik公司推荐用于加工钢料的GC4000系列刀片、中国株洲硬质合金厂生产的CN系列刀片、日本东芝公司的T715X和T725X涂层刀片中均有TiCN涂层成份。TiCN基涂层适于加工普通钢、合金钢、不锈钢和耐磨铸铁等材料,用它加工工件时的材料切除率可提高2~3倍。
硬质涂层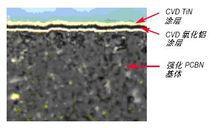
涂层刀具新工艺
TiAlN、CrN、TiAlCrN是开发的硬质涂层新材料。TiAlN涂层刀片已商品化。它的化学稳定性和抗氧化磨损性能好,用其加工高合金钢、不锈钢、钛合金和镍合金时的刀具寿命可比TiN涂层高3~4倍。此外,TiAlN涂层中如果有合适的铝浓度,切削时在刀具前刀面和切屑的界面上还会产生一层硬质的惰性保护膜,该膜有较好的隔热性,可更有效地用于高速切削。例如,美国Kennametal公司推出的H7刀片,系TiAlN涂层,是专为高速铣削合金钢、高合金钢和不锈钢等高性能材料而设计的。CrN是一种无钛涂层,适于切削钛和钛合金、铜、铝以及其它软材料,化学稳定性好,不产生粘屑。TiAlCrN是一种梯度结构涂层,不仅具有高的韧性和硬度,而且摩擦因数也较小,适用于铣刀、滚刀、丝锥等多种刀具,切削性能明显优于TiN。氮化钛涂层德国某公司开发了Supernitride涂层系列,其中超级氮化钛涂层有很高的含铝量,可形成稳定的氧化层(氧化温度达1000℃),它比一般的TiAlN涂层更硬、更致密、更耐高温,适用于高速切削、干式切削和硬切削的刀具,可加工硬度高达58HRC以上的淬火钢。
纳米涂层此外,纳米超薄膜涂层工艺已日趋成熟。据报道,日本某公司推出了一种高速强力型钻头,它是在韧性好的K类(WC+Co)硬质合金基体上交互涂覆了1,000层TiN和AlN超薄膜涂层,涂层厚度约2.5微米。使用表明,该钻头的抗弯强度与断裂韧性可大幅度提高,其硬度则与CBN相当,刀具寿命可提高2倍左右。该公司还开发出ZX涂层立铣刀,超薄膜镀层数达2,000层,每层厚度约1nm,用该立铣刀加工60HRC的高硬度材料,刀具寿命远高于TiCN和TiAlN涂层刀具。第八届中国国际机床展览会(CIMT2003)上,瑞士某公司推出的纳米结构涂层(AITiN/SiN) 立铣刀,其涂层硬度为45GPa,氧化温度1100℃,切削对比试验表明,其寿命比TiN涂层立铣刀高3倍,比TiAlCN涂层立铣刀高2倍。除上述AITiN/SiN、TiAlCN新涂层外,还有特定功能的涂层,如MoS、DLC润滑涂层,其摩擦因数小(0.05),适于涂覆丝锥、钻头等刀具,可改善排屑性能,或者作为复合涂层的表面涂层,减少切屑的粘结。
技术发展
概述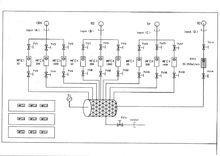
OTF-1200X-4- Ⅲ9HV化学气相沉积系统
刀具涂层技术迅速发展,涂层刀具得到了广泛应用。1969年德国克虏伯(Krupp)公司和瑞典山特维克(Sandvik)公司研发成功了化学气相沉积(CVD)涂层技术,并向市场推出了CVDTiC涂层硬质合金刀片产品。20世纪70年代初,美国本夏(R.Runshan)和拉格胡南(A.Raghuran)研发了物理气相沉积(PVD)工艺,并于1981年将PVDTiN高速钢刀具产品推向市场。当时CVD涂层工艺温度约 1000℃,主要用于硬质合金刀具(刀片)的表面涂层;PVD涂层工艺温度为500℃和500℃以下,主要用于高速钢刀具的表面涂层。后来,CVD和 PVD涂层技术不断迅速发展,在涂层材料、涂层设备和工艺等方面都有了很大进步,而且发展了多层材料的涂覆技术,使涂层刀具(刀片)的使用性能有了很大的 提高。PVD涂层技术过去主要用于高速钢刀具,而近年来随着PVD涂层技术飞跃发展,也成功用于硬质合金刀具(刀片),占领了硬质合金涂层刀具(刀片)的 一半阵地。涂层高速钢刀具和涂层硬质合金刀具(刀片)广泛应用,已占全部刀具使用总量的50%以上。优越性在韧性较好的刀具(刀片)基体上进行表面涂层,涂覆具有高硬度、高耐磨性、耐高温材料的薄层(如 TiN、TiC等),使刀具(刀片)具有全面、良好的综合性能。未涂层高速钢的硬度仅为62~68HRC(760~960HV),硬质合金的硬度仅为 89~93.5HRA(1300~1850HV);而涂层后的表面硬度可达2000~3000HV以上。
①由于表面涂层材料具有很 高的硬度和耐磨性,且耐高温。故与未涂层的刀具(刀片)相比,涂层刀具允许采用较高的切削速度,从而提高了切削加工效率;或能在相同的切削速度下,提高刀 具寿命。
②由于涂层材料与被加工材料之间的摩擦系数较小,故涂层刀具(刀片)的切削力小于未涂层刀具(刀片)。
③ 用涂层刀具(刀片)加工,零件的已加工表面质量较好。
④由于涂层刀具(刀片)的综合性能良好,故涂层硬质合金刀片有较好的通用性,一种涂层硬质合金牌号的刀片具有较宽的使用范围。
应用情况涂层刀具在切削刀具中占的比例已达到80%。由于国外企业在高端刀具领域占据垄断地位,在我国数控机床专项中,刀具及其核心涂层技术的地位日益受到重视,对涂层技术的突破被列入多项课题研究中。
技术进步笔者多次参观了国际机床工具展览会,收集到很多资料,并听取了各大工具公司的技术报告,从而了解到刀具产品表面涂层技术的发展和进步。
CVD 进展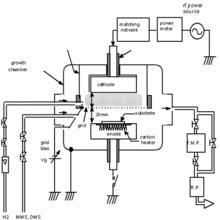
等离子体化学气相沉积装置
过去,硬质合金刀具表面涂层采用高温化学气相沉积(HTCVD)工艺。在常压或负压的沉积系统 中,将纯净的H2、CH4、N2、TiCl4、AlCl3、CO2等气体根据沉积物的成分,按一定配比均匀混和,依次涂到具备一定温度(一般为 1000~1050℃)的硬质合金刀片表面,即在刀片表面沉积TiC、TiN、TiCN、AlO或者它们的复合涂层。HTCVD仍是使用最 多的工艺方法,除HTCVD外,还有等离子体化学气相沉积(PCVD)工艺,它是在硬质合金刀具(刀片)表面涂层的另一种方法,因这种涂层工艺温度较低(700~800℃),故刀片的抗弯强度降低。因为TiC与基体材料的线膨胀系数最接近,通常用TiC薄层先涂在基体表面上,外面再涂TiN、 AlO,如TiC/TiN、TiC/AlO、TiC/TiCN/TiN等。后来,发展了各种不同组合的多层涂层。笔者在多次展览会上调查和统计了瑞典、德国、美国、日本、韩国、以色列和中国各公司的CVD涂层硬质合金刀片 产品,涂层材料有以下组合:TiCN/AlO、TiCN/TiC/TiN、TiCN/TiC/AlO、TiCN/AlO/TiN、TiCN /TiC/AlO/TiN、TiCN/AlO/TiCN、TiN、TiC/TiCN/TiN、TiN/TiCN/TiN等。可以看出,近年多用 TiCN或TiN作底层,这是因为基体硬质合金有了改进,例如采用了梯度结构,才有可能用TiCN或TiN垫底。此外,TiN涂层不宜单独使用,因为与硬 质合金相比,TiN的硬度提高不多,TiN必须与TiC、TiCN、AlO等组合使用。
PVD进展
PVD涂层组件
早 期,PVD涂层均采用“真空蒸镀法”,膜层往往不均匀,与基体的结合不够牢固,后发展了“真空磁控溅射法”和“真空等离子镀工艺”,效果很好。刀具表 面涂层主要用后两种方法。早年,PVD涂层只用于高速钢刀具,涂层材料几乎只用TiN一种。后来,改进了涂层工艺,发展了多种涂层 材料和多层涂层,在硬质合金刀具上也得到了大量的应用。涂层效果比以往大有进步。TiN涂层材料仍在使用,新兴的涂层材料是TiAlN和AlTiN,其使 用效果优于TiN。
欧洲的PVD涂层技术水平最高,领先于其他国家和地区。知名的厂商有德国赛利(CemeCon)涂层技术有限公司、欧瑞康巴尔查斯(OerlkonBalzers)公司、德国PVT等离子真空技术公司和丹麦尤尼莫克(Unimerco)公司等。他们的PVD涂层设备和工艺先进,涂层 材料品种多,涂层刀具和其他产品使用性能好。
国外一些知名的高速钢和硬质合金工具厂,都有涂层刀具(刀片)产品,但涂层设备和工艺多购自涂层技术的专业 公司,或与之合作,而不是自行研制。据悉,瑞典山特维克公司和以色列伊斯卡公司的PVD涂层设备都是从欧瑞康巴尔查斯公司购进的。中国也应当这样做,这是 一条既好又快的道路。例如,中国哈尔滨第一工具厂和德国PVT公司合作,成立了哈一工普威特镀膜合资股份公司。欧瑞康巴尔查斯公司在全球设有77个涂层中 心,在中国苏州、天津和汉江各设有一个中心,中国邻近城市和地区的工具厂家,其涂层产品多在上述中心进行涂层。湖南株洲硬质合金厂和四川自贡长城硬质合金 厂的涂层设备都是从国外引进的。
CVD应用利 用“热丝CVD法”、“等离子体喷射CVD法”、“火焰燃烧法”等工艺能在硬质合金或高速钢刀具表面沉积金刚石薄膜(10μm)。CVD金刚石膜的力学、物理性能介于天然金刚石和热压聚晶PCD金刚石之间,能够有效地加工有色金属。
如增加沉积时间,可在基体或衬底(一般用硅片)上沉 积出厚度大于0.5mm的厚膜。将厚膜从基体上剥离,并切割成一定形状的小块,再将小块钎焊在基体刀片(一般为硬质合金刀具)上使用。CVD厚膜金刚石刀 具应用范围大于薄膜涂层刀具。在CIMT2007上,很多国内外刀具公司都有CVD薄膜金刚石涂层刀具产品,但只有少数厂家有厚膜产品。北京东方天地超硬 材料工具公司能生产金刚石厚膜刀具产品,并且已有多年的经验。厚膜刀具应用范围较广,能加工各种有色金属、非金属硬材料及颗粒增强的复合材料等。
PVD应用武汉大学物理系用直流反应磁控溅射法在刀具表 面沉积出氮化碳(CxNy)超硬涂层薄膜,厚度只有几个微米,硬度可达40~50GPa。CxNy涂层刀具能切削黑色和有色金属。
对涂层高速钢和硬质合金刀具(刀片)的切削性能进行了长期的研究,进行了很多科学实验。兹介绍部分实验数据如下:
① 在相同的切削条件下,涂层刀具刀片的使用寿命比未涂层刀具(刀片)提高3~5倍。在相同的切削条件下,相同刀具寿命时,涂层刀具的切削速度比未涂层刀具提 高20~30%。
②在相同的切削条件下,涂层刀具(刀片)的切削力小于未涂层者。笔者用涂覆TiC硬质合金刀片车削钢材与未涂层刀 片对比,主切削力Fc可减小3%~4%,TiN或TiC/TiN涂层刀片的Fc约可减小6%,进给力Ff与切深力Fp的减小尤为显著。AlO涂层刀片 与切削力的减小效果与TiN涂层刀片接近。
③笔者曾用CVD涂层金刚石厚膜刀具,加工过硅铝合金、各种硬铝、铅黄铜、无氧铜、碘化 钛以及纤维增强和颗粒增强的复合材料等,均取得较好效果。但用作超精密切削的刀具,其效果不如天然金刚石刀具。
④笔者曾用CxNy 涂层高速钢钻头在高强度钢上钻孔,与未涂层钻头相比,涂层钻头的使用寿命提高7~9 倍。在其他高速钢刀具上涂覆CxNy,亦有显著效果。又曾在硬质合金刀片上涂覆CxNy,用以车削钢料,效果尚不够理想,其使用寿命不超过普通TiC涂层 硬质合金刀片。
中国的刀具涂层技术与工业发达国家相比尚有很大差距,涂层刀具的数量也差得很远,大致只占全部刀具的20%。其中数 控机床和加工中心上使用得多一些,在普通的非数控机床上则少得可怜,原因是认识问题和价格等因素。我们应该努力提高刀具涂层技术和应用技术的水平,大力推 广应用涂层刀具,促进切削加工和机械制造水平的提高。
涂层刀具相关的文章

环邢台国际公路自行车赛(以下简称“环邢台”),是由中国自行车运动协会、河北省体育局与邢台市人民政府主办的国际公路自行车品牌赛事,旨在助推沿太行山地区体育文化与旅游产业的联合发展,加快当地的经济转型升级。
拉斯维加斯(LasVegas)是美国内华达州最大的城市,也是座享有极高国际声誉的城市。拉斯维加斯建市于1905年5月15日,因位于内华达州的沙漠边缘、边境,所以拉斯维加斯全年高温。

山西本词条是多义词,共3个义项中华人民共和国省级行政区山西,简称“晋”,中华人民共和国省级行政区,省会太原,位于中国华北,东与河北为邻,西与陕西相望,南与河南接壤,北与内蒙古毗连,介于北纬34°34′—40°44′,东经110°14′—114°33′之间,总面积15.67万平方千米。山西省地势呈东北斜向西南的平行四边形,是典型的为黄土覆盖的山地高原,地势东北高西南低。高原内部起伏不平,河谷纵横,地

尚可名片
这家伙太懒了,什么都没写!
作者
