
悬式水轮发电机组与其它类型水轮发电机组进行对比,存在着较大差异性,电力系统节点间的平衡性对悬式水轮发电机组电压水平有着较深影响。广泛应用于各大水力发电厂。
精选百科
本文由作者推荐
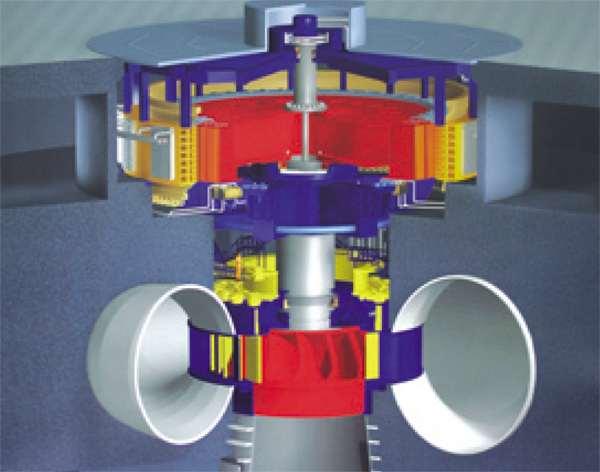
悬式水轮发电机
悬式水轮发电机
应用领域
发电
产品介绍
悬式水轮发电机组和其它类型水轮发电机组相比,具有独有的优异性,它主要是通过电力系统中各节点之间所具有的平衡性来影响悬式水轮发电机组的电压水平。安装和维护悬式水轮发电机组的工序都较为复杂,如若操作不当则易影响发电机正常运行,因而,为保障后期使用的安全性,悬式水轮发电机的安装和检修都应依循《水轮发电机安装技术规范》(GB8564-88)的有关规定有序进行。

悬式水轮发电机
悬式水轮发电机组多采用一根轴的形式,与多段轴形式水轮发电机组相比,在安装过程中,轴系的摆度和同轴度等参数可调性很差,完全靠主轴的制造精度给予保障,因此通过采用合理的加工方案,保证悬式水轮发电机主轴的加工质量至关重要。悬式水轮发电机组安装质量达到预期设想,可以将悬式水轮发电机组性能良好发挥出来。加工工艺
基于上述主轴的结构特点和加工难点,为了保证其加工质量,减小挠度及引线槽对加工精度的影响,有针对性地采取了如下工艺措施。
机床的选择
此类主轴常选用大型卧车进行加工,依据此类工件的结构特点和加工难点,对所选用的卧车做如下要求:为了保证加工后工件的同轴度和跳动量均不大于 0.03mm,所选用的车床的主轴在旋转时的跳动量不应超过 0.01mm ;为了减小加工时工件挠度对加工精度的影响,所选用的车床要具有可移动的中心支撑架,利用支撑架在合理的位置对工件进行支撑,可有效的减小工件的悬空距离;由于工件的径向尺寸较小,因此所选用车床的中心高和卡盘直径不宜过大,这样在加工时车床才能拥有较高的转速,为高速轻快切削刀具的选用提供可行性。
加工刀具的选择
为了取得较高的生产效率,常选用可转位的机夹车刀加工此类主轴,由于工件的长径比较大,为了防止加工过程中径向切削力过大而引起工件弹性变形,因此无论是粗加工还是精加工,均宜采用主偏角为 90°或 93°的刀具,这样可以最大限度地减小切削力在工件径向的分量。
粗加工刀具的选择:在粗加工时为了得到较高金属去除率,提高生产效率,切削深度往往较大,刀具相应的也应该有较高的强度,因此多选择大刀尖圆弧、小前角、负刃倾角的刀具,这样可以保证在较大切深、高进给的情况下,刀具切削刃也具有较高的耐用度。然而在加工此类工件时,考虑到工件的刚性较差,为了防止加工震动及切削力过大而引起工件弹性变形,刀尖圆弧不宜过大,半径为0.8mm 或 1.2mm 即可;刀具前角不宜过小,10°左右即可。同时粗加工刀具要有专门设计的使铁屑折断的槽型,这样可以避免铁屑缠绕到刀头上而引起震动或损坏刀具。
精加工刀具的选择:在精加工时工件加工余量较小,因此精加工不是为了得到高的金属去除率,而是为了保证工件的尺寸精度和表面光洁度。针对此类工件易出现弹性变形的特点,精加工时选用大前角、正刃倾角、小刀尖圆弧的刀具,这样的刀具具有锋利切削刃,可以使切削过程更加轻快。刀具前角 20°左右即可,过大会降低刀具强度;刀尖圆弧半径 0.4mm 即可,再小会影响工件表面光洁度。再者由于此类工件刚性较差,在精加工时不推荐使用自身带有修光能力的刀具,因为使用修光刀具进行加工时抗力较大,容易引起震动。
加工工艺过程安排

悬式水轮发电机
为了最大限度地减小主轴加工过程中各种不利因素的影响,保证主轴各部位的尺寸精度及形位公差要求,在实际的生产中,将加工过程分成轴身粗加工、轴身配合段精加工、滑转子等部件装配后整体精加工三个部分。并且针对各部分加工过程的特点和存在的加工难点,通过使用合适的加工刀具及配备适当的工装,以此保证主轴的加工质量。注意事项
发电机安装前的准备工作
做好安装前的准备工作是为安装工作和维修工作提供技术基础的前提,也是提升安装工艺和维修技术的有效要素。因而,为保障安装工作的进度和工程质量,安装技术人员应当在安装前阅读悬式水轮发电机组的说明书和图示说明资料,在了解电力系统和安装环境的基础上完成安装工作。另外,在安装前应当依照流程检验安装设备,设备如果与合同中所列设备相同,则可开始准备安装工作,如果设备出现质量问题或是数量与合同内容不符,则应当及时告知供货商,在悬式水轮发电机组更换或者是补齐之后进行安装工作,这种方式不仅利于保护安装人员的合法权益,还利于提升机组的安装进度。
完善安装人员技术水平
在悬式水轮发电机组的安装过程中,安装人员的技术水平和物资的质量都会对安装进程和安装质量产生影响。因而,在安装过程中,应当注意以下方面:首先,严格审查悬式水轮发电机组安装团队的整体技术实力;其次,严格审核安装材料质量,保证其符合安装要求和标准;最后,在检验物资的同时,也应当注意设备的存放是否符合规范,做好防雨措施。
安装过程中技术要点分析
悬式水轮发电机组的安装工作对于技术能力有较高要求,悬式水轮发电机组安装过程中技术要点简析如下:
1、对悬式水轮发电机组的各项指标进行严格的审查和检验,了解发电机组的结构及施工现场情况。
2、在转子安装前注意准备好所有的安装专用工具,完成导轴瓦的刮研工作;定子应当在定子机坑内完成安装,节约时间且方便快捷;在安装前,注意实施干燥耐压测验,测量发电机组件的抗压性能;在完成预装工作后,应当注入少量润滑油于轴承内,保障其灵活运转;轴承注油工序完成后,可以进行初步的运行实验,避免后期出现故障。
3、转子的组装应当严格依循安装技术规范进行,对于磁轭迭片和磁极挂装应当在安装场地进行,在这个工序中,应当注意铁片的清洗和磁轭铁片装压工艺的完善处理,另外,磁极挂装工序中,为保障磁极安装的平衡性,转子首末两磁极应依循励磁的平行线进行挂装,其它的磁极则应依循重量平衡数值排序完成挂装。
4、定子组装工作中最应注意的应当是定子之间的合缝处理,为保证定子间的合缝安装合乎要求,应当提前进行预装,以便计算各定子之间缝隙的大小,为后续安装工作提供完整数据。
5、在制动器和其内部管路系统的安装过程中,应当注意对设计值的合理控制及管路实验的安全实施,保障制动器在安装时无高程偏差,避免管路实验中发生安全事故。
6、发电机总装过程中,不论是悬挂水轮发电机组放置入机坑的工作还是发电机组的最后组装工作都应当严格依据相关规章制度有序进行,并按照其标准进行最后的调整工作。
7、悬式水轮发电组的各个部件之间连接螺栓的承重力和预应力应当与《水轮发电机安装技术规范》内规定相吻合。

悬式水轮发电机
8、安装时间一般较长,因而应当注意做好防护处理,对长期暴露在外的机械零件涂以防腐油脂加以保护。检修注意事项
悬式水轮发电机组安装完成之后,为保证其实用性和安全性,应当对整个设备进行全面的检查和测验。本段主要探讨如何开展易出故障部位的检修工作,内容如下。
镜板水平的调整
镜板水平失衡很容易造成机组出现较大故障,因而,加强镜板水平的测量调整工作是保障悬式水轮发电机组有效运行的重中之重。镜板水平的调整的传统方式主要是使用八块推力瓦进行处理,虽然较为简便但是精确度不高,因而,在实际进行镜板水平测量时,可运用精确度较高的方形测量仪完成测量工作。在水平测量工作时,可分三点测或四点测,越接近零则说明其测量结果越精确。另外,发电机组中的转轮的单边间隙数值一般较小,为减小机组调整中的难度,可以通过增加工时提升机组的安装质量。
转子-点接地的检修
悬式水轮发电机组在使用过程中,转子至点接地的安装部分易出现故障,进而影响水轮发电机的应用效果。一般在转子处出现严重问题却发现转子并未发生任何故障时,可以检验电缆的安装程序是否合乎规范,是否进行过有效的绝缘处理。
其它要件的检修工作
当出现下述问题时,应当结合具体情况综合分析问题。主要内容如下:
1、悬式水轮发电机机体温度过高或者是温度上升过快则应当检验机体的通风散热状况,另外,发电机组在日常闲置过程中应当保持其干燥,提高其绝缘电阻的电阻值,保障其使用时间;
2、如果出现定转子绕组温度升高较快的情况,可以在机组运行之后,检查定子端点是否发热、定子线圈绝缘电阻是否损坏及定子是否有松动迹象等;
3、如果转子发生飞逸,则应当首先检查转子是否已经变形,如果转子没有变形,则可检查转子线圈绝缘电阻是否损坏及阻尼部件是否变形或松动;
4、悬式水轮发电机的检修程序中另一较为重要的工序便是发电机轴承系统的日常检查和管理,发电机轴承损坏较为缓慢,而且由其引发的故障问题也难以被察觉,因而,只有加强平常的维修管理工作,才可有效的保障其运用和功能的发挥;
5、日常生活中,对发电机轴承的检修主要体现在:对轴瓦温度的控制和空气冷却器的干燥处理,尤其,应当注意保障检修的安全性。
悬式水轮发电机相关的文章

也称“颅神经”。是从脑发出左右成对的神经,属于周围神经系统。人的脑神经共12对:Ⅰ嗅神经、Ⅱ视神经、Ⅲ动眼神经、Ⅳ滑车神经、Ⅴ三叉神经、Ⅵ外展神经、Ⅶ面神经、Ⅷ位听神经、Ⅸ舌咽神经、Ⅹ迷走神经、Ⅺ副神经、Ⅻ舌下神经。它们主要分布于头面部,其中迷走神经还分布到胸腹腔内脏器官。在这12对脑神经中,第Ⅰ、
完颜,是女真最古老的姓氏之一,来源先秦肃慎汪谷截氏,汉语读作:wán yán。凡姓完颜者,为金朝皇族或赐姓家族。灭国后多改为颜、王、符、汪、完、顾、银、金等汉姓完颜满语拉丁文转写为:wanggiya亦或wanggiyan,‘完颜’二字为古代女真语音译。
沙特阿拉伯王国(阿拉伯语:مملكةعربيةسعودية,英语:Kingdom of Saudi Arabia),通称沙特阿拉伯(Saudi Arabia),简称沙特。沙特位于阿拉伯半岛。东濒波斯湾,西临红海,同约旦、伊拉克、科威特、阿联酋、阿曼、也门等国接壤,并经法赫德国王大桥与巴林相接。海岸线
十字军(The Crusaders),由天主教士兵组成的军队,曾参加十字军东征,士兵都佩有十字标志,因此称为十字军。十字军东征的目的是保护朝圣者和反对吉哈德扩张,以及从伊斯兰诸国手中拯救半奴隶与奴隶并缓解突厥人对君士坦丁堡的压力。在十字军的帮助下,拜占庭帝国成功收复尼西亚、吕底亚、密细亚、弗里吉亚北
小编整理:后凉,是十六国时期吕光建立的政权,该政权的存在时间是386年至403年。后凉政权的创建者吕光,是前秦名将。淝水之战前秦惨败后,原附属于前秦的西部地区纷纷独立,当时称为凉州的张氏也乘机自立,并上表东晋,后凉便是其中之一。淝水之战后,前秦瓦解,吕光据有凉

尚可名片
这家伙太懒了,什么都没写!
作者
