
波形炉胆是燃油锅炉的重要部件,该部件直接受到高温火焰的辐射和高温烟气的冲刷。
精选百科
本文由作者推荐

波形炉胆
波形炉胆
操作方式
手工
用途
燃油锅炉、燃气锅炉、真空加热炉
产品简介
波形结构作为弹性元件,大约已有一百余年的历史,它主要用于液压、气压敏感元件及热膨胀缓冲部件,在锅炉生产中用于制作波形炉胆。
利用波形炉胆的轴向伸缩变形,可减轻锅壳、管板和炉胆本身产生的热应力,更为重要的是减轻炉胆伸长在炉胆与管板连接处所造成的应力集中。
炉胆的波形数目影响着热应力与应力集中的大小和炉胆的加工工艺。
成形工艺
目前国内锅炉制造厂对波形炉胆的制造工艺,根据各厂的设备情况和工艺技术水平,分别采用:
1.在压力机上热压成形工艺
2.在车床上热旋压成形工艺
3.在三辊式专用机床卷制成形工艺
4.在专业设备上冷压成形工艺
旋压成形工艺1. 圆筒体的卷制
按炉胆设计要求的最大直径卷制筒体,然后焊接、校圆。
2. 旋压成形
波形炉胆
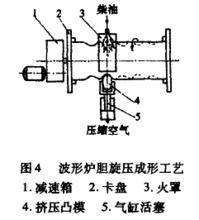
在初步合格的圆筒体装在旋压机上,由电动机经减速箱带动卡盘及圆筒体缓慢旋转,在旋转的同时,用柴油火焰把要加工的部位加热到600℃以上时,开启压缩空气把符合波形炉胆波浪形状的滚动挤压凸模向圆筒体挤压。边旋转,先挤压,直到达到波浪形状的要求为止。3. 退火消除应力
波形炉胆在焊接和旋压过程中,产生了较大的残余应力,必须消除才能与前管板和后烟室组焊。消除残余应力的方法主要是去应力退火。
新成形工艺成形工艺包括:前期准备、卷筒、焊接、热处理、冷成形。
工艺对比
波形炉胆采用旋压成形工艺,焊缝质量高,圆筒体尺寸标准,波浪形状易于控制。大多数锅炉厂均采用此方法。旋压设备都是自制的工装设备,没有标准化,各种操作仍采取手工的方式。
波形炉胆相关的文章

教育学,作为一门研究教育现象、教育问题及其规律的科学,是研究如何培养人的科学。它广泛存在于人类生活中,通过研究教育现象和教育问题,揭示教育的一般规律。教育学的任务是探讨、揭示教育规律,阐明各种教育问题,建立教育理论体系。 19世纪中叶以后,马克思主义的产生、近代心理学、生理学的发展以及现代生产和科学
嘉兴市,是中国浙江省地级市,位于浙江省东北部、长江三角洲杭嘉湖平原腹地,东接上海,北临苏州,南邻杭州,与宁波、绍兴隔江相望。市境介于东经120°18′-121°16′,北纬30°21′-31°02′之间,总面积3915平方公里。嘉兴市下辖南湖、秀洲2个区,嘉善、海盐2个县,平湖、海宁、桐乡3个县级市

阿拉伯语(阿拉伯语:لغة عربية ),即阿拉伯人的语言,属于亚洲语系闪米特语族内的西南语支,是中东地区阿拉伯国家联盟22个成员国的官方语言,也是全世界八亿多穆斯林的宗教语言,更是世界诸多国际会议必备的工作语言之一。1974年,阿拉伯语被列为联合国的第六种工作语言。以它为母语的人口达2亿多,全
欧洲西部(Western Europe),位于欧洲大陆西部,大西洋东岸,面积约500万平方公里,占欧洲总面积的一半左右。地理上,西欧可分为西欧、中欧、北欧、南欧四个部分。其中,狭义的西欧地理上包括英国、法国、荷兰、比利时、卢森堡、爱尔兰、摩纳哥等国家,广义的西欧还包括德国、奥地利、瑞士、列支敦士登等
炸鸡是一种用油炸制的鸡肉菜肴,其外皮酥脆,内部鲜嫩多汁,口感细腻丰富。炸鸡的最大特点是其多样化的口味,包括美式炸鸡、韩国炸鸡、泰式炸鸡、日式炸鸡、广式炸鸡、港式炸鸡等。炸鸡作为夜宵、外出用餐、野营食物都备受人们喜爱。
火鸡(学名:Meleagris gallopavo)别名吐绶鸡、七面鸡,属于雉科火鸡属动物,为大型地面鸟类,体型比中国常见家鸡大3至4倍,体长0.76~1.25米,体重2.7~6.3千克。火鸡具性别二态性,雄性火鸡有较深的彩虹色羽毛,飞行羽毛呈黑色;雌性整体羽毛更加暗淡。喙基部背侧有一肉质隆起,雌性

尚可名片
这家伙太懒了,什么都没写!
作者

