
电阻焊机是指用电阻加热原理进行焊接的一种焊接设备。电阻焊机依据不同用途和要求可分为不同种类。从焊接方法分类,有点焊机、缝焊机、凸焊机和对焊机等:从电极的加压形式分类有杠杆式、电动凸轮式、气压式、液压式以及气、液压联合式等多种;从电阻焊机的焊接电流种类分类,有单相工频焊机、次级整流焊机、三相低频焊机、电容储能焊机和逆变电源焊机等几种。电阻焊机主要由主电路部分、压力传动部分和控制部分组成。
精选百科
本文由作者推荐

电阻焊机
用电阻加热原理进行焊接的设备
中文名
电阻焊机
外文名
resistance welding machine
类别
机械
功能
焊接
原理
电阻加热
焊接方法
点焊、缝焊、凸焊、对焊
简介
电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。
焊接方法
一、点焊

阻焊机
点焊是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接。点焊的工艺过程:1、预压,保证工件接触良好。
2、通电,使焊接处形成熔核及塑性环。
3、断电锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。
二、缝焊
缝焊的过程与点焊相似,只是以旋转的圆盘状滚轮电极代替柱状电极,将焊件装配成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。
缝焊主要用于焊接焊缝较为规则、要求密封的结构,板厚一般在3mm以下。
三、对焊
对焊是使焊件沿整个接触面焊合的电阻焊方法。
四、凸焊
凸焊(projection welding ),是在一工件的贴合面上预先加工出一个或多个突起点,使其与另一工件表面接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。凸焊是点焊的一种变形,主要用于焊接低碳钢和低合金钢的冲压件。板件凸焊最适宜的厚度为0.5~4mm,小于0.25mm时宜采用点焊。随着汽车工业发展,高生产率的凸焊在汽车零部件制造中获得大量应用。凸焊在线材、管材等连接上也获得普遍应用。
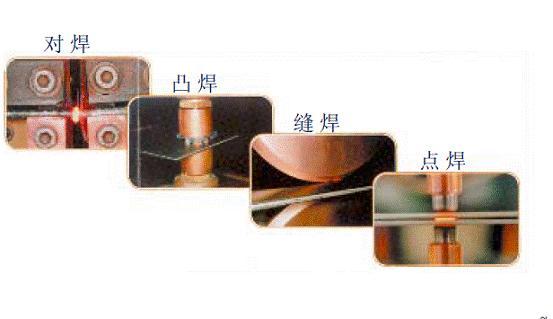
电阻焊四种方法
焊接系统
电阻焊的焊接系统目前主要分为四类:
一、单相交流阻焊机:这种焊机是目前最常见的,使用单相交流的控制系统及变压器,能适合大多数的低碳钢类焊接需要。但随着现在国家对工业用电容量的控制,在焊接板厚大的工件时,对电网造成巨大负担及冲击。而其他三种焊接方式的出现,解决了这个问题.
二、中频逆变焊机:这是目前最为先进的阻焊焊接技术,它经过变压器的整流后,由电极输出直流电,能最大限度的提高功率因数,保证焊接质量,并能节能百分之三十(与单相交流相比)。并且此类焊机在焊一些特殊材料,如铝,铝合金,镀锌板等,焊接效果优良。此类焊机的主要技术点在焊接控制器及变压器方面,目前国内也有厂商能够生产制造,但最为成熟的还是德国博世力士乐公司生产的焊接系统。目前此类焊机的主要生产厂商为唐山开元自动焊接装备有限公司,使用进口的德国博世力士乐中频逆变焊接系统,但造价很高。
三、三项次级整流焊机:此类焊机主要用于点凸焊的焊接,主要特点是能够实现大功率焊接,而对电网冲击小。现在也用于闪光对焊和缝焊的电阻焊接。
四、交流变频焊接系统:此类焊机主要用于缝焊的焊接,主要特点是保持三相平衡,对电网冲击小,并同样具有节能、功率因数高等优点。
电阻焊机相关的文章

脑动脉瘤是常见血管性疾病,是自发性蛛网膜下腔出血最常见的原因。脑动脉瘤可见于任何年龄,但50~69岁患者居多,约占总发病率的2/3。动脉瘤病因不明,其发生是多种因素、多种机制并存导致。未破裂动脉瘤可无症状,较大的动脉瘤可压迫邻近脑组织或脑神经出现相应的局灶症状,如癫痫、偏瘫、失语、视力和视野障碍等。
笈多王朝(约320年~约540年),是中世纪统一印度的第一个封建王朝,以恒河流域中下游为基地,曾统治印度次大陆中的许多地区。笈多王朝被认为是印度历史上最兴盛的时期,被称为“印度的黄金时代”,在历史上具有重要地位。 笈多王朝的和平及富裕使得百姓能够致力于科学、艺术的发展。古印度科技、印度发明与发现、印

恬妮,本名朱隐英,1948年出生于江苏无锡,加拿大籍华人电影女演员。1967年,当选“毛衣公主”,并进身影视圈,取艺名恬妮;1969年,参演她的第一部电视剧《红衣侠女》;1972年,加盟邵氏公司,获导演李翰祥赏识,在《风流韵事》中饰演李瓶儿一角;1975年,与岳华结婚后减少拍片;1990年,定居加拿大,偶尔返回香港、台湾,主要从事慈善事业;2009年,参演电影《电影香江》。

尚可名片
这家伙太懒了,什么都没写!
作者
