
精选百科
本文由作者推荐
氧气底吹转炉炼钢
氧气底吹转炉炼钢
正文
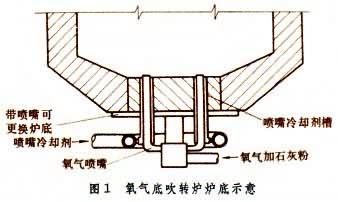
通过转炉底部的氧气喷嘴把氧气吹入炉内熔池,使铁水冶炼成钢的转炉炼钢方法。几个不同国家所发展的氧气底吹转炉炼钢法略有不同,名称也异,德国称 OBM,法国称LWS,美国称Q-BOP。1967年开始在联邦德国用于工业生产。1978年,世界各国已投产的氧气底吹转炉(图1)年产钢总能力达到3548万吨。
氧气底吹转炉炼钢
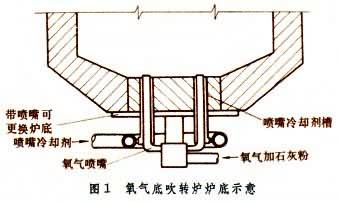
氧气底吹转炉由于吹炼平稳,喷溅少,所以炉体的高度与直径之比小于氧气顶吹转炉。同样的容积,氧气底吹转炉的装入量也较大。带氧气喷嘴的炉底可以拆下更换。喷嘴由同心的双层套管组成:内层通常用铜管,通氧气;外层用碳素钢无缝管,在两层管之间有间隙,通冷却剂。冷却剂通常为气态的或液态的碳氢化合物,如天然气、丙烷、轻柴油等。依靠碳氢化合物的裂解吸热、气体的膨胀吸热、以及气体的高速流动带走热量,以降低氧气喷嘴及其附近反应区的温度,并可抑制氧化铁的高温蒸发,减少烟尘。30~230吨的转炉一般装有5~22支氧气喷嘴。为了使熔池搅拌条件好,反应平稳,喷嘴的直径一般不超过熔池深度的1/35。喷嘴之间以及喷嘴与炉壁之间都要有适当间距,使熔池搅动平稳,并减轻对炉衬耐火材料的侵蚀。喷嘴的布置要做到:在倒炉取样和出钢时,喷嘴能露出渣液面。氧气底吹转炉由于自底部直接向熔池分散供氧,所以搅拌条件好,氧流和液态金属的接触面大,反应迅速,均匀,C-O接近平衡。与氧气顶吹转炉相比,吹炼平稳,喷溅少,烟尘量少,炉渣中氧化铁含量低(图2)。因此氧气底吹转炉的金属收得率比氧气顶吹转炉高1~2%;氧气和石灰消耗较低,终点的余锰较高,含氧量低,可节省锰铁等脱氧剂的消耗。
氧气底吹转炉炼钢
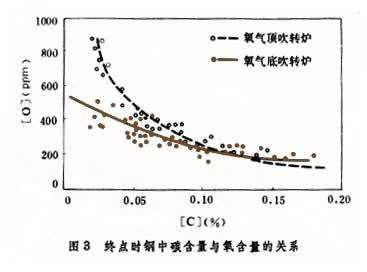
氧气底吹转炉采用粉状造渣料,颗粒细,比表面大,增大了反应界面,成渣快,有利于脱硫、脱磷。由于氧气底吹转炉钢中氧含量低(图3),特别适于用来冶炼低碳钢和超低碳钢。氧气底吹转炉所需厂房比顶吹转炉所需为低(图4);有的厂利用原有平炉厂房,将平炉改建为氧气底吹转炉,减少改建投资。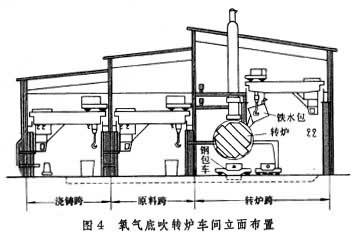
氧气底吹转炉炼钢
氧气底吹转炉炼钢
底吹氧的缺点,主要是炉底寿命较短(只有个别厂达到2000炉),设备较顶吹转炉复杂(多了喷嘴、冷却系统等)。由于用碳氢化合物作冷却剂,使得吹炼终点熔池含氢量也较高。近年正在研究新的喷嘴冷却剂,例如液态二氧化碳等。此外,为了节约能源,增加炉料中的废钢比重,有的厂在底吹转炉上部吹少量氧气,增加炉气中一氧化碳燃烧成二氧化碳的部分。
氧气底吹转炉炼钢相关的文章

植物界(学名:plant kingdom)为生物的一界。在不同的生物分界系统中,植物的概念及其所包括的类群也不一样,如将生物分为植物和动物两界时,植物界包括藻类、菌类、地衣、苔藓、蕨类和种子植物;在五界的系统中,植物界仅包括多细胞的光合自养的类群,而菌类、地衣和单细胞藻类以及原核的蓝藻则不包括在内。
贵妃,中文名:苏子叶。一种优质大果的新品种枇杷,丰产性好。贵妃枇杷树势中庸偏强,树姿开张,树冠圆头形,中心干较明显。25年生母树冠幅5.6米,树高5.1米。分枝力较强,新梢较粗短,抽花穗率高,新梢年生长量大,扩冠快;结果早,高接换种后次年或小苗定植后2年即可少量开花结果,高接后第2年树枝梢抽穗率42
炸鸡是一种用油炸制的鸡肉菜肴,其外皮酥脆,内部鲜嫩多汁,口感细腻丰富。炸鸡的最大特点是其多样化的口味,包括美式炸鸡、韩国炸鸡、泰式炸鸡、日式炸鸡、广式炸鸡、港式炸鸡等。炸鸡作为夜宵、外出用餐、野营食物都备受人们喜爱。

乌鲁却勒镇位于阿瓦提县城东南18公里,东与阔如勒墩农场相连,南以巴楚、墨玉、洛浦等县相接,西与阿依巴克乡接壤,北邻恒丰公司和阿瓦提镇,东西宽20公里,南北长37.2公里,总面积744平方公里。

尚可名片
这家伙太懒了,什么都没写!
作者
